
Szafy Sterownicze - centrum zarządzania automatyką przemysłową
Szafy sterownicze to główny element każdego zaawansowanego systemu automatyki przemysłowej. Pełnią rolę centrum zarządzania i kontroli nad procesami produkcyjnymi oraz maszynami. Ich prawidłowe zaprojektowanie i wykonanie jest decydujące dla niezawodności, bezpieczeństwa i efektywności działania całych instalacji. W Smart Automation doskonale rozumiemy tę odpowiedzialność, dlatego od lat specjalizujemy się w tworzeniu szaf sterowniczych od podstaw, podchodząc do każdego projektu z najwyższą precyzją i zaangażowaniem.
Indywidualne rozwiązania i globalne standardy
Nasze bogate doświadczenie, poparte realizacją licznych, zróżnicowanych projektów, pozwala nam oferować rozwiązania skrojone na miarę indywidualnych potrzeb Klienta. Dysponujemy nowoczesnym zapleczem technicznym, w tym specjalistycznym sprzętem w naszym magazynie, co umożliwia nam kompleksową produkcję szaf sterowniczych na najwyższym poziomie.
Szafy sterownicze znajdują szerokie zastosowanie wszędzie tam, gdzie kluczową rolę odgrywają automatyczne systemy sterowania i monitoringu. Zapewniają nie tylko optymalne działanie urządzeń, ale także logiczne i bezpieczne uporządkowanie wszystkich niezbędnych podzespołów elektrycznych i elektronicznych.
Nasze kompetencje doceniają nie tylko firmy w Polsce. Wiele projektów zrealizowaliśmy dla partnerów z Holandii, Meksyku czy Stanów Zjednoczonych. Zdajemy sobie sprawę, jak bardzo różnią się wymagania rynkowe, np. europejskie normy CE od amerykańskich UL. W Smart Automation elastyczność to nie slogan, a podstawa działania. Zawsze dostosowujemy się do specyfiki danego rynku i wymagań klienta, gwarantując, że nasze produkty spełniają wszystkie niezbędne normy i standardy międzynarodowe.

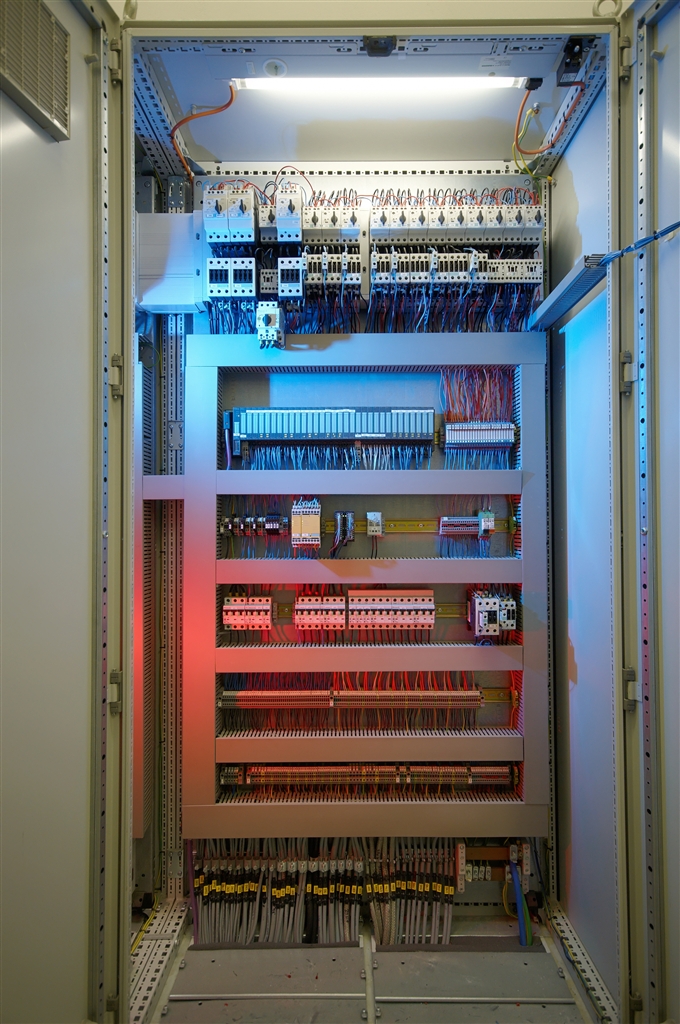
Szafy sterownicze – budowa
Etap 1. Projektowanie układu i schematów elektrycznych
Projektowanie rozpoczyna się od szczegółowego zrozumienia wymagań projektu i warunków środowiskowych. Należy stworzyć kompleksowe schematy elektryczne, które są planem połączeń i relacji między komponentami. Fizyczne rozmieszczenie komponentów musi uwzględniać optymalizację przestrzeni, zarządzanie ciepłem (odstępy dla PLC, VFD), dostępność dla konserwacji , logiczne grupowanie i przepływ sygnałów. Ważne jest zachowanie wymaganych odstępów NEC dla połączeń zasilających. Wykorzystanie specjalistycznego oprogramowania CAD/CAE (np. E3.panel, EPLAN) usprawnia projektowanie, umożliwiając weryfikację kolizji i automatyczne generowanie dokumentacji.
Etap 2. Selekcja komponentów i sprzętu
Wybór komponentów jest kluczowy dla wydajności i bezpieczeństwa.
- Sterowniki PLC: wybór zależy od liczby I/O, mocy obliczeniowej, protokołów komunikacyjnych, skalowalności, trwałości (temperatura 0-54°C, wilgoć, kurz), łatwości programowania i cyberbezpieczeństwa.
- Zasilacze: przekształcają AC na DC (np. 400V/230V AC na 24V DC). Należy obliczyć obciążenia udarowe i nominalne, zwiększając nominalne o 20% dla wydłużenia żywotności.
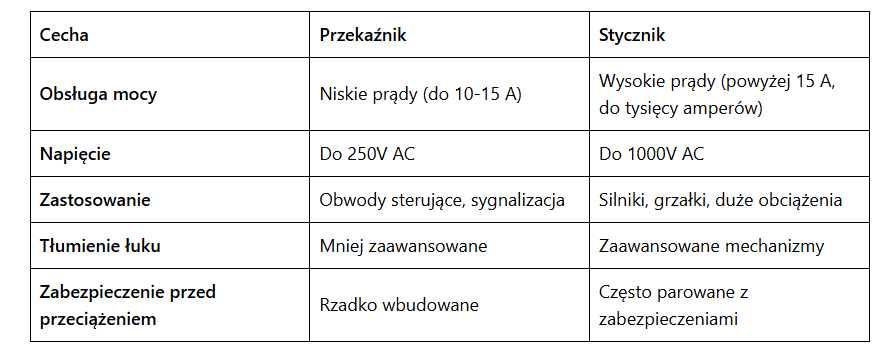
- Przekaźniki i styczniki: przekaźniki do niskich prądów (poniżej 15 A), styczniki do wysokich prądów (powyżej 15 A, do tysięcy amperów). Styczniki mają zaawansowane tłumienie łuku i często funkcje bezpieczeństwa.
Porównanie przekaźników i styczników
- Inne kluczowe komponenty: wyłączniki obwodów, ograniczniki przepięć, bezpieczniki, interfejsy HMI, przemienniki częstotliwości (VFD), listwy zaciskowe, przełączniki Ethernet, kanały kablowe i szyny DIN, transformatory.
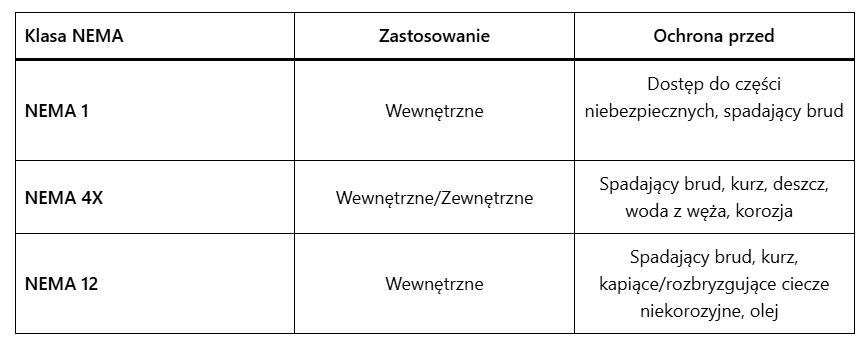
- Obudowa: chroni komponenty i zapewnia bezpieczeństwo. Wybór zależy od warunków środowiskowych (pył, wilgoć, chemikalia, korozja). Klasy ochrony NEMA (USA) i IEC (IP).
Klasy Ochrony NEMA
Etap 3. Konstrukcja i przygotowanie obudowy szafy sterowniczej
Obudowa chroni komponenty i zapewnia bezpieczeństwo. Materiał (stal, stal nierdzewna) zależy od środowiska. Należy zintegrować systemy chłodzenia (wentylatory, klimatyzatory) dla optymalnej temperatury. Ekranowanie EMI wymaga wyboru materiałów o dobrej przewodności (aluminium, miedź), minimalizacji otworów (apertur) i skutecznego uziemienia.
Etap 4. Montaż komponentów i okablowania wewnętrznego
Szyny DIN i kanały kablowe porządkują przewody. Montuj komponenty zgodnie ze schematem, z zachowaniem odstępów, separacją napięć, chłodzeniem i dostępnością. Dobieraj właściwy typ i przekrój przewodów (np. MTW), używaj standardowych kolorów (np. zielony dla uziemienia, czarny dla AC hot), tulejek zaciskowych, odpowiedniego momentu dokręcania oraz trwałych etykiet.
Etap 5. Uziemienie i połączenia wyrównawcze
Prawidłowe uziemienie zapewnia bezpieczeństwo personelu, chroni sprzęt i tłumi zakłócenia. Stosuj uchwyty, szyny lub terminale uziemiające. Uziemiaj obudowy (szlifowanie farby do gołego metalu), używaj przewodów o odpowiednim przekroju (zielone/zielono-żółte), stosuj uziemienie gwiazdowe i przestrzegaj wymagań urządzeń (PLC, VFD).
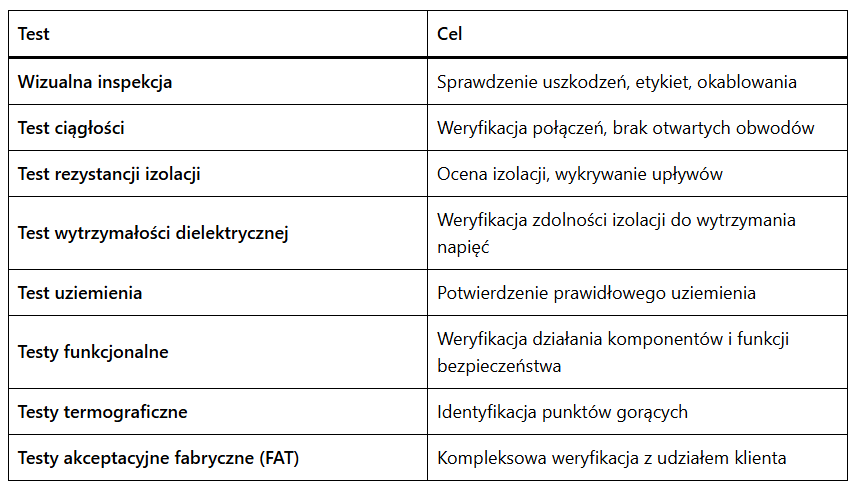
Etap 6. Testowanie i kontrola jakości
Kluczowe testy kontroli jakości obowiązujące szafy sterownicze:
Etap 7. Dokumentacja
Kompleksowa dokumentacja jest kluczowa dla niezawodności i rozwiązywania problemów. Obejmuje dokładne rysunki „as-built”, listę materiałów (BOM), zaktualizowane schematy okablowania, wersje programu PLC i raporty z testów.
Dowiedz się więcej o naszych usługach w obszarze elektryki i automatyki na stronie: Elektryka i automatyka – Smart Automation.
Sprawdź nasze social media
Polecamy również

Niedobór pracowników w polskim przemyśle – czy automatyzacja to jedyne wyjście?
Ponad połowa firm produkcyjnych w Polsce nie może obsadzić wszystkich stanowisk. Nie dlatego, że płacą za mało — choć to też bywa problemem. Po prostu ludzi do pracy w przemyśle jest coraz mniej. I nie zanosi się, żeby miało się to zmienić.
Czytaj więcej
Paletyzacja w branży mleczarskiej
Proces paletyzacji w wielu mleczarniach na przestrzeni lat się nie zmienił, dalej wykonuje się go ręcznie lub przy pomocy prostego urządzenia. Pracownik na końcu linii układa kartony, zgrzewki lub skrzynki na palecie. Tymczasem paletyzacja w mleczarni to jedno z łatwiejszych i najszybciej zwracających się wdrożeń automatyzacji w całym zakładzie.
Czytaj więcej